地址 : 宜兴市官林镇戈庄村杨生坝88号
咨询订购电话
13962152614
13771833055


地址 : 宜兴市官林镇戈庄村杨生坝88号
13962152614
13771833055
13962152614

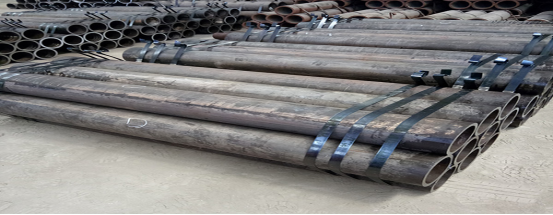
冷拔管在工业中很常见,是用处比较广的一种钢管,下面和苏州帕蒂克液压设备有限公司一起来了解了解冷拔管预防横裂措施吧。
一、提高坯料加热质量
(1)严格按工艺要求加热,并采用上限温度加热,杜绝低温加热。如对碳素钢(1胪~45。)坯料加热温度分别比原工艺提高20~30℃,效果较好。经统计,其后五个月的裂口下降近40%。
(2)对于斜底炉须勤拨料,使坯料受热均匀,杜绝阴阳面的出现。同时,拨完料后即关炉门,减少热损失。
(3)严格控制轧制节奏,保证坯料加热透,不出现黑心现象。避免出现穿孔黑螺旋现象。
(4)使用优质重油,保证坯料加热质量。
二、苏州帕蒂克液压设备建议提高毛管壁厚精度
(1)正确调整穿孔、轧管工艺参数,提高轧辊等工模具精度,使坯料及荒管在穿孔和轧管过程中变形均匀。
(2)精确调整好定心位置,安装一个托辊装置,使顶头能对准坯料中心,避免穿孔偏心。
(3)安装调整好抱辊,将顶杆抱紧,防止顶杆下沉。
(4)进行设备定修制,使设备保持完好状态,保证毛管壁厚精度。
(5)加强管理,经常测量毛管壁厚,发现问题及时调整。
三、避免毛管急水冷却和轧冷钢
苏州帕蒂克液压设备认为控制协调好生产节奏,使荒管在轧制前在台上停留时间短。保证钢管终轧温度不低于850℃,保证钢管内部组织均匀,减少残余应力,冷却水压适中,防止漏水现象,避免钢管局部急水冷却,造成局部冷脆现象。
四、防止毛管直道和轧折现象出现
提高工模具质量,经常检查工模具,发现工模具磨损或不合要求,及时更换。经常检查毛管表面质量,发现问题,及时解决。
五、提高毛管修磨质量
对于毛管的轧折、外折等表面缺陷一定要修磨干净,修磨宽度要大于修磨深度8倍,砂轮打磨后必须要用刀刨平。以提高修磨质量。
六、毛管修磨后退火
(1)由于坯料加热质量欠佳或终轧温度偏低等因素的影响,钢管存在残余应力等缺陷,经过毛管退火后,消除钢管残余应力,改善内部组织,提高塑性,便于冷拔加工变形。
(2)钢管修磨后,修磨部位出现加工硬化,应力集中,修磨面硬度增高,塑性下降,变形抗力增加。毛管修磨后再退火,就可消除由于修磨造成的加工硬化和应力集中,修磨部位能获得同其它部位同样好的塑性,便于加工变形。
(3)毛管修磨后退火,必须符合退火工艺要求,使毛管受热均匀且透心,以使其缺陷部位组织状态得以充分恢复。消除内应力,降低硬度,提高塑性。
以上就是小编为大家带来的关于冷拔管预防横裂措施的相关内容介绍,希望对大家能够有所帮助,如果您想要了解更多资讯请联系苏州帕蒂克液压设备有限公司!
点击添加微信


